节省资金和减少预测时间,同时仍然符合标准并提供所需的性能。
摘自processingmagazine,作者Janelle Prusha,Gordon翻译

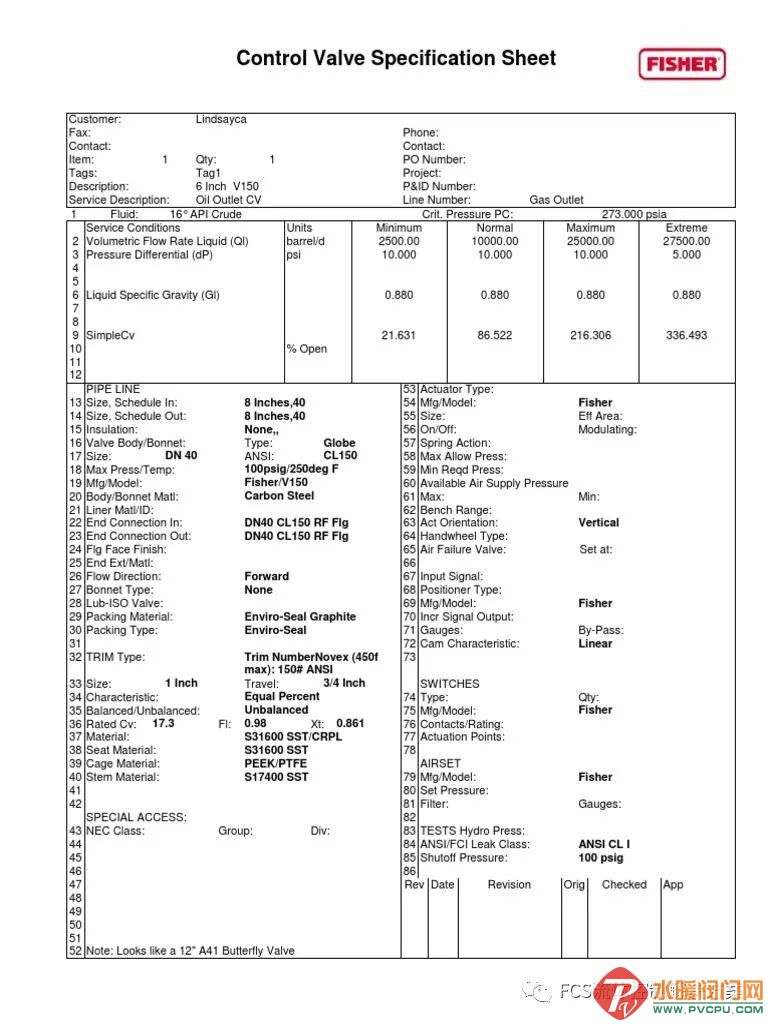
图1.消除不必要的规格和选件可降低成本,并加快控制阀的交付速度,例如这种globe形式装配。
许多最终用户要求对其技术规格进行审查,以找出在其阀门,执行器,定位器和相关附件购买中增加不必要的成本和交货时间的领域。
他们需要帮助评估他们的需求是真正需要的,还是实际上超出了其特定应用程序的需求。对规格的审查通常会发现一些实例,在这些实例中,省钱的产品和选件被忽略了,并包括了不必要的项目和程序。
在许多情况下,这些错误增加了成本和交货时间,因为用户在较便宜的选项也能正常工作的应用中指定“镀金”控制阀。这些超规格的阀门不仅前期成本更高,而且维护起来更困难,需要更多的备件。首选的替代方法是仅指定所需的阀(参见图1),从而节省时间和金钱。
本文介绍了在查看最终用户技术规格时经常遇到的问题,并说明了流程工程师如何在订购阀门,执行器,定位器和相关附件时仅指定他们需要的内容,而无需再进行其他说明。
减少绿灯项目的成本
大多数基本建设项目面临的最大挑战是成本合理性。通常,阀门升级或新阀门项目是基于传统上所做的。不幸的是,这通常包括使用过时的技术,不必要的选择以及过于严格的规范和标准,这会增加可避免的成本。
工艺工程师越来越认识到需要整合没有这些层的设计的需要。相反,他们希望使用行业标准和通用设计而不是定制的适合用途的方法,这会增加成本和开发时间。
从零基础开始,仅使用项目对于安全,合法和可靠的必要条件,阀门供应商可以帮助评估应用并做出价值驱动的选择。
优化规范
在指定阀门时,最终用户,控制阀供应商以及系统集成商或工程,采购与建筑(EPC)公司应在过程的早期评估公司对阀门的要求。有关各方应讨论各方如何帮助优化规格并消除过多的要求。这些领域包括优化控制阀,焊接和无损评估(NDE)规范。
导致不必要的增加成本和提前交货时间的一些要求包括:
所有组装必须在北美进行
没有来自印度或中国的铸件
所有焊接的第三方见证
第一点和第二点是一个过去的世界的过时残留物。大多数阀门制造商都拥有质量与美国制造产品相当的全球设施。
例如,艾默生的客户能够免除组装要求,为该项目节省了120万美元,并将交货时间缩短了20周。
“无铸件”要求在规范上是重复的,并且经常遇到对移除的阻力。许多阀门制造商在其使用的所有铸造厂上都执行了全球质量标准。了解这些标准是什么并确保EPC或最终用户可以接受这些标准,可以节省25%的项目成本,并最多缩短12周的交付时间。
几乎在每种情况下都可以取消“所有焊接的第三方见证”要求。阀门供应商可以提供焊接程序,以供用户和EPC批准,而无需实际邀请某人来见证焊接。焊接仍将符合所有适用的法规和标准。这为客户节省了200,000美元,并将项目的交付周期缩短了12周。
不必要的规范
去年,在审查客户的多个技术规范时,人们经常发现产品和技术会因为几年前可能是真实的原因而被排除在外,但不再适用。在规范中使用'应'一词并不偏离所写的内容,通常迫使供应商提供更昂贵的解决方案。
一些不必要的规范包括:
为纸浆厂应用提供节流球阀。
为热气回收应用提供截止阀。
笼式导向阀不应用于高粘度液体、含有固体或泥浆的液体。
旋转阀应带有花键轴以限制空转。
由于水处理化学物质的侵蚀,在锅炉给水中不宜使用Stellite。
这样的要求经常使工厂没有机会使用新的或不同的成熟技术。例如,在大多数制浆厂的应用中,高性能蝶阀的作用与球阀相同。角阀在许多情况下可以像截止阀一样处理热气再循环应用,从而减轻了重量,并节省了成本和交货时间。
通常,存在针对同一应用的多种解决方案,例如除气。在这些情况下,服务条件,特定于应用程序的选型方法(例如托架定型)和最终用户的经验应有助于确定哪种阀门最适合特定的应用程序。在除气应用中,有些情况下可以使用更具成本效益的旋转解决方案,而另一些情况下则必须使用经过精心设计的严酷工况解决方案来承受恶劣的工作条件。
笼式导向阀不得用于高粘度流体,含有固体的流体或浆液的要求,即使在许多情况下,即使完全可接受甚至是成本较低的选择,工厂也无法使用新的阀内件设计。。
带有特殊阀芯以降低噪音的控制阀必须具有截止阀体和阀笼阀芯,从而避免了使用角阀体或更具成本效益的解决方案–带有噪声衰减器的旋转阀。根据不同的应用,角阀可能比截止阀更好,或者带衰减器的旋转阀可以降低噪音并节省成本(见图1)。
旋转阀必须具有花键轴以限制空转的要求不包括大尺寸的旋转阀和拨叉式气动执行器,这通常会损害项目成本和交货时间。
至于对司太莱的要求,2005年艾默生(Emerson)结束了一项调查,揭示了给水处理技术和方法在过去25年中发生了显着变化,从而使6号司太莱成为可接受的解决方案。并且在很多情况下,440C不锈钢更具成本效益,并具有相似的耐蚀性。
排除选项
镀金规格往往会消除较便宜的选择,通常需要更昂贵的解决方案,而没有相应的操作改进。其中一些包括:
带螺纹的座圈是不可接受的。
阀帽螺栓不得用于连接执行器或安装支架。
应避免使用带有密封件或密封套的反向作用弹簧膜片执行器。
阀支架在工作温度高达800oF时可以用铸铁制成,但在温度超过800oF时应用铸钢制成。

螺纹阀座环的排除和无阀盖螺栓规格通过消除节省成本的替代方案,将用户带到了更昂贵的阀门上。指出应避免使用带有密封件或压盖的反作用弹簧膜片执行器,这是不正确的。如果阀门必须无法打开,则需要反向作用的执行器。
指定阀支架可以在各种温度下使用铸铁或铸钢是一个不完整的规范,因为它没有说明延长阀盖是否可以帮助高温应用,这通常是一种更具成本效益的解决方案。
很难掌握阀门制造商提供的所有选项,并且很难知道规格中的某些内容是否会消除可能降低总体项目成本的选项。这就是为什么尽早审查和优化规格和要求至关重要的原因。如果阀门供应商的技术人员可以在投标之前检查规格,他们可以引导用户了解规格并确定有问题的区域。
优化工作流程
项目团队应评估其文档要求及其对总体进度的影响。在许多情况下,最终用户继续依赖陈旧和过时的文书要求和程序。目标应该是优化以下方面的提供和使用:
数据表和尺寸计算
图纸和程序
数据包
电子数据交换,FF2.0至SPI
提交和批准流程
优化这些文档要求可以节省大量资金。例如,对于过时的工作程序,项目团队必须手动输入数据并创建/修改3D控制阀形状以进行管道设计。在一个典型的项目中,这可能需要:
编辑500个数据表x每个标签平均1小时= 500个工程小时
将500个数据表输入计算机系统x每个0.5小时= 250工作小时
以0.5小时的时间在3D模型中构建500个阀门= 250个设计小时
检查,修订和变更管理= 250个工作小时
总计:1,250个工作小时

现在,许多阀门制造商都提供了基于计算机的工作程序,所需时间大大减少。例如,某些过程允许最终用户和EPC从供应商处以电子方式接收数据,以构建预先填充的规格表,3D形状和尺寸-仅需编辑几个字段即可-结果是:
编辑500个数据表x每个标签平均0.2小时= 100工程小时
将500个数据表导入阀门选型软件x每个0.002小时= 1个工作小时
每个3分钟将500个DDP形状放置在3D模型中= 25个设计小时
无需检查。修订和变更管理= 20个工作小时
总计:145个工作小时
使用手动数据编辑每个阀门将增加2.5个工时,而使用自动化程序每个阀门仅需要0.3个工时。自动化的工作流程还可以减少施工期间的返工,并最大程度地减少进度延迟。
概括
通过拒绝使用最新技术和较便宜的解决方案,使用过时且不必要的阀门,执行器,定位器和附件规范会导致项目成本增加和交货时间增加。审查阀门规范以识别不必要的规范是削减成本和交货时间的必要的第一步,并且必须在项目早期完成。

Janelle Prusha在艾默生自动化解决方案公司工作,担任爱荷华州马歇尔镇Fisher工程产品的产品营销经理。Prusha于2012年毕业于密苏里科技大学,获得环境工程学位;2016年毕业于爱荷华大学,获得工商管理硕士学位。